










































































































































技術中心2025-03-14
數控銑床編程實例
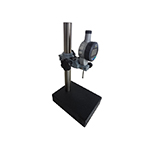
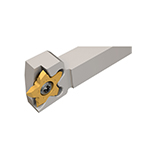
實例1半橢圓球的數控銑加工
零件分析:如圖38-1所示的半橢圓球,長軸為100.短軸為40。下部為平臺,已經進行了粗加工,要求完成半橢圓球面的精加工。

加工坐標原點:
X:半橢圓球的中心點;
Y: 半橢圓球的中心點;
Z: 半橢圓球酌中心點。
機床坐標系設在G54。
工藝分析:以底面為主要定位基準,兩側用壓板壓緊,固定于銑床工作臺上。加工路線為從下向上進行逐層環切形成橢圓形。使用Φ10mm的硬質合金平底刀進行加工。
程序編制:
00038
G54 G90 S600 M3 G00 X100 Y120
Z5
G41 D01 G01 X50 F200
G01 Y0
#11 =50
#12 =20
#1 =0
WHILE[#11 LT90]D01
#5 =#11 *COS[#1]
#6 =#12 *COS[#1]
#7 =#12*SIN[#1]
G01 Z[#7]
X[#5]
#2 =360
WHILE[#2 BT 0]D02
#3 =#5*COS[#2]
#4 =#6*SIN[#2]
G01 X[#3] Y[#4]
#2 =#2-0.5
END2
#1 =#1+1
END1
G40 G00 Z100
M30
關鍵詞:用戶宏程序
技術要點:用戶宏程序允許使用變量、算術和邏輯運算及條件轉移,使得編輯相同加工操作的程序更方便、更容易。使用時,加工程序可用—條簡單指令調出用戶宏程序,和調用子程序完全一樣。 ‘
WHILE循環語句,在WHILE后指定一個表達式,當指定條件滿足時,執行DO到END之間的程序,否則轉到END后的程序段。DO后的標號和END后的標號是指定程序執行范圍的標號,標號值為1,2,3。
提示:當變量值未定義時,變量成為“空”變量。當引用一個未定義的變量時,地址本身也被忽略,如#1未定義時,G00 X100 Y#1即執行G00xl00。
技巧:使用從下住上切削.使用的是刀具的側刃進行切削.而非端部講行切削.可以更好地延長刀具壽命。
警告:在建立循環之前,對于變量需要定義一個初始值。
個人觀點:在CAD/CAM軟件普及的情況下,宏程序的應用越來越少,但是對于某些特殊形狀,而又符合某一規則的工件加工,應用宏程序進行編程更為方便和高效。
實例2頂針定位槽的數控銑加工
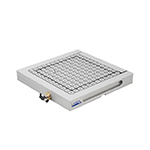
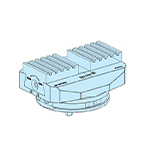
零件分析:如圖33-1所示頂針板,頂針板上固定3根頂針,為了防止頂針發生轉動,在頂針末端以長排槽的形式固定頂針以使其不能轉動,在頂針板上已經將頂針通孔鉆好。

加工坐標原點:
X:該頂針板中心;
Y該頂針板中心;
Z:該頂針板上平面。
機床坐標系設在G54。
工藝分析:用Φ10mm的立銑刀加工,加工在每個頂針孔的圓心下刀。
程序編制:
主程序:
00033
G54 G90 G0 X0 Y0 Z100;
S300 M3;
G00 X26.25 Y-45.466;
G00 Z1;
M98 P0131;
G00 Y45.466;
M98 P0131;
G00 X-52.5 Y0;
M98 P0131;
G90 G00 Z100;
M05;
M30;
子程序:
00131
G91 G01 Z-4 F80;
G01 X6.25 F80;
G01 X-12.5;
G00 G90 Z1;
M99;
關鍵詞:調用子程序指令M98
技術要點:子程序調用指令M98,格式為M98 P0051 L11;,表示調用程序號為00051的程序11次:而在于程序中使用M99返問到主程序。
提示:子程序調用次數L最大值為9999,而單次調用L1可以省略。
技巧:在子程序中,使用G91指令以減少計算量。
銑頂針孔定位槽時,先鉆好頂針孔,而且在孔的中心直接下刀。
警告:在主程序中,子程序調用完成返回后的語句中—定要設置正確的坐標指令,即在子程序的最后或在主程序的調用語句后加上絕對坐標指令G90,否則將繼續以相對坐標G91方式運動,將可能產生位置錯誤甚至是撞刀等嚴重后果。
個人觀點:利用銑刀進行槽的加工,作單次加工可以以較高的速度獲得精度要求不是很高的加工工件,對于要求較高的加丁工件或加工部位、應該用比成形尺寸稍小的刀具沿側壁分幾刀進行銑削加工,以獲得較高的加工精度。
實例3平板凹槽的數控銑加工
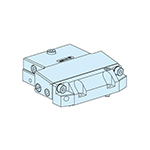
零件分析:如圖25-1所示某工件的一個凹槽,尺寸為100mm*50mm,深度為5mm,四個角為R6mm的圓角,要求精加工此凹槽的側壁。

加工坐標原點:
X:凹槽中心:
Y:凹槽中心;
Z:凹槽頂部平面。
坐標系設置在G54。
工藝分析:詞凹槽精加工使用Φ10mm的立銑刀進行加工,刀具半徑為5mm。
程序編制:
00025;
(TIME=13:52 25-02-05 BY:WANG)
(TOOL-1 DIA:20)
N110 G0 G90 G54 X41. Y16. Z50.;
N120 S500 M3;
N130 Z1.;
N140 G1 Z-5. F30.;
N150 C45. Y19. F200;
N160 G3 X44. Y20. R1.;
N170 G1 X-44;
N180 G3 X-45. Y19. R1.;
N190 G1 Y-19.;
N200 G3 X-44. Y-20. R1.;
N210 G1 X44.;
N220 G1 X44. Y-19. R1.;
N230 G1 Y19.;
N240 G0 Z250. M5;
N250 M30;
關鍵詞:數控銑程序結構
技術要點:NC程序通常由程序號碼、注釋語句、工作單節、程序結束語句組成。程序號碼用于標識程序;內字母“O”加上四位數字組成。注釋語句常用于說明程序所用刀具、刀具補正號、編程員、編程時間等信息,機床不對此語句做出響應,注釋語句需寫在括號()內。程序結束語句通常使用指令M2或M30,被調用的子程序使用返回主程序指令M99。
工作單節是NC程序的主體部分,可以由順序號碼(N)+推備機能(G)+坐標(X,Y,Z)+輔助機能(M)+主軸機能(S)+進給機能(F)+結束符導(“;”)組成。工作單節可以是以上組成部分的一個或數個部分組合。
下面結合本例對程序結構和語句作進一步說明:
第l行指定程序導碼;
第2行及第3行說明編程時間、編程員、所選用的刀具;
第4行以下每一行為一個工作單節,每一單節以“;”結束。N110單節指定選用坐標系,并選用絕對坐標,同時指定刀具的起始位置;N120主軸正轉;N130單節刀具快速下降,接近切削位置;N140單節刀具慢速下降進入切削區域;N150進刀開始切削;N160—N230加工側壁;N240將抬刀到安全高度;N250停止主軸旋轉:N260程序結束。
提示:程序中的順序號碼N可以省略,而且號碼的大小也不影響程序執行,程序按工作單節的輸入順序運行。
技巧:在程序頭加上注釋語句,說明所加工的工件、程序所用刀具、刀具補正號、編程員、編程時間等信息,可以使機床操作人員明白該程序的基本信息與使用的注意事項,將注釋語句與加工程序單結合使用可以更加明了,減少錯誤的發生。注釋語句通常寫在括號()內;在每一單節結束后,在“;”后加上的文字也可以當作注釋。
警告:數控程序中同一功能組的指令不能在同一單節同時作用,如當G01和G00出現在同一工作單節時,將執行在后的指令。而假如在一個工作單節中有兩個X坐標值,那么后面的起作用,而前面的坐標將不起作用。
個人觀點:在程式末尾,加工完成時,建議先使用M05停止主鈾轉動,再由M02或M30結束程序。M02/M30也將停止主軸.但主軸所受的扭力較大床主軸齒輪壽命將受影響。
數控銑床編程實例由思誠資源網提供,你還可以了解BLUM波龍在線測量






