










































































































































技術中心2025-03-14
銑床夾具的安裝、對刀及類型
概述:在銑床上用來使工件定位并夾緊的工藝裝置稱為銑床夾具。銑床夾具安裝在銑床工作臺上隨工作臺一起進給,刨床夾具也是如此,因此也歸入此類。銑削是斷續切削,切削力大,因此夾具及各組成部分要有足夠剛性和強度;銑削是高效率加工方式,設計銑床夾具時應該充分利用機床工作臺面積,采用多工位、多件加工,采用機動夾緊以提高生產率。
(一)銑床夾具安裝
銑床夾具以其底板2平面放置在銑床工作臺上,保證定位表面在垂直面內與走刀方向成一定位置關系;銑床夾具底平面上都設置有兩個定向鍵如圖2-89所示,定向鍵嵌在銑床工作臺的T形槽內并與之配合,確定夾具上定位元件在水平面內與走刀方向的位置關系。位置確定后由T形螺釘將夾具固緊。

由于定位表面與銑床夾具安裝表面(底平面、定向鍵側面)的位置誤差,定向鍵與T形槽配合間隙,都會使定位表面相對于走刀方向位置不準確,產生安裝誤差。為了控制安裝誤差,可提高定位元件與安裝元件的位置精度和安裝元件與連接元件配合精度。為了提高配合精度,可使定向鍵一面與T形槽接觸。安裝精度要求更高時可用找正安裝夾具,可直接找正定位面,如有困難可在夾具上作出找正面供找正用。
(二)銑床夾具對刀
銑床夾具對切削成形運動占據正確位置后,要調整夾具相對刀具位置,這一過程稱為夾具對刀。銑床夾具對刀有三種方法,可用試切幾個工件調整刀具位置;也可采用標準樣件對刀;而最常用的方法是采用對刀塊和塞尺對刀。圖2-90所示是幾種銑刀對刀裝置。圖2-90(a)為高度對刀塊,盡確定沿高度方向刀具位置。圖2-90(b)為直角對刀塊,可確定刀具相對夾具在高度方向和水平方向位置。圖2-90(c)和(d)為成形對刀裝置。圖2-90(e)為組合刀具對刀裝置。根據加工和結構需要還可以設計其他一些非標準對刀裝置。塞尺已經標準化,用時可選用。

對導時,由于夾具定位面刀對刀儀表面的位置存在誤差,工人用塞尺調整刀具位置也存在誤差,結果都使刀具相對夾具上定位面的準確位置產生變動,在工序尺寸方向上位置的最大變動量成為對刀誤差。控制對刀誤差要規定夾具定位表面對對刀面位置尺寸及公差;對刀時要仔細調整刀具與對刀面的位置,邊轉動刀具,邊移動塞尺,知道松緊合適位置。
(三)銑床夾具類型
銑床夾具種類很多,設計銑床夾具考慮的主要問題之一是如何提高生產效率。銑床夾具從進給方式上可分為直線進給式、圓周進給式和靠模銑床夾具三大類。
1、直線進給式銑床夾具
這類夾具在加工工件時隨機床工作臺直線供給。這類夾具很多,可以是多件加工,也可以是多工位加工。
圖2-91所示為料倉式銑床夾具。料倉式銑床夾具具有一個或幾個料倉。工件先裝在料倉里,由圓柱銷11,削邊銷10和端面使工件定位;然后料倉5裝在夾具上,用圓柱銷12、14,削邊銷15及端面在夾具上定位,由螺母1、壓板2和壓塊3進行夾緊。這種料倉式夾具可以利用機動時間來裝卸工件,使機動工時與輔助時間部分重合,以提高生產率。

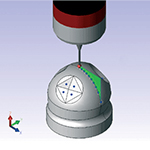
圖2-92所示為在銑床工作臺上安裝兩個夾具、使銑刀處于兩個夾具中間位置,當工作臺向左進給,加工右邊夾具工件時,工人裝卸左邊夾具工件;工作臺向右進給,加工左邊夾具工件,工人裝卸右邊夾具中工件,這就是雙向進給銑床夾具,也稱擺式銑。這種銑削方式完全將裝卸工件時間與機動時間全部重合。采用擺式銑交替進行,機床絲桿必須有消除間隙機構。

2、圓周進給式銑床夾具
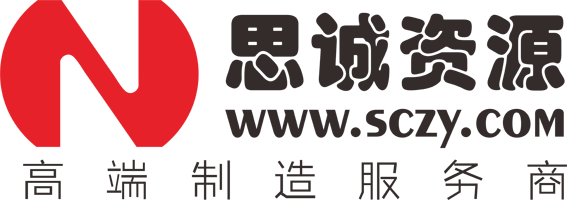
圖2-93所示為圓周式進給銑削原理示意圖。在立式圓工作臺銑床或鼓輪銑床工作臺上安裝數個銑床夾具,工作臺作回轉運動。安裝在夾具中的工件陸續進入加工區,脫離加工區后,工件加工完畢,工人卸下加工好的工件,安裝毛坯件,送入加工區加工。這種加工方式有很高的生產率。

3、靠模銑床夾具
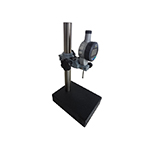
在銑床上用靠模來銑削工件的夾具稱為靠模銑床夾具。圖2-94所示為靠模銑床夾具。夾具3裝在回轉工作臺4上,回轉工作臺4又裝在橫向溜板6上,橫向溜板卸掉絲桿,靠重錘7使靠模9緊靠在滾柱2上。當回轉手輪5時,銑刀1就可以切出與靠模板相似的曲線形狀工件。

銑床夾具的安裝、對刀及類型由思誠資源網整理編輯,你還可以了解夾具設計






