










































































































































技術中心2025-03-14
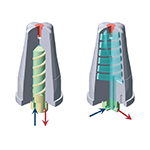
用于孔加工的預制精確定位,引導麻花鉆進行孔加工,減少誤差。中心鉆是用于軸類等零件端面上的中心孔加工。

中心鉆有二種型式:A型:不帶護錐的中心鉆、B型:帶護錐的中心鉆,加工直徑d=2~10mm的中心孔時,通常采用不帶護錐的中心鉆(A型);工序較長、精度要求較高的工件,為了避免60度定心錐被損壞,一般采用帶護錐的中心鉆(B型)。
?

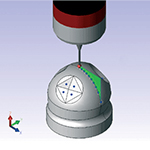
中心孔是軸類工件在頂尖上安裝的定位基面。中心孔的60°錐孔與頂尖上的60°錐面相配合;里端的小圓孔,為保證錐孔與頂尖錐面配合貼切,并可存儲少量潤滑油(黃油)。
中心孔常見的有A型和B型。A型中心孔只有60°錐孔。B型中心孔外端的120°錐面又稱保護錐面,用以保護60°錐孔的外緣不被碰壞。A型和B型中心孔,分別用相應的中心鉆在車床或專用機床上加工。加工中心孔之前應先將軸的端面車平,防止中心鉆折斷,標準中心鉆的峰角一般為118度。
中心鉆的使用說明:






