










































































































































技術中心2025-03-14
數控無心磨床的導板調整可以說是基本功,導板調整和角度的調整是相互配合的,下面介紹一種快速調整的方式,適用于新手。

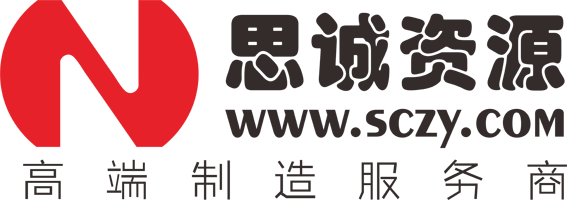
說明:一般在靠近砂輪的位置,要稍微比外面低一點,一般是0.03.--0.05mm 左右,這樣不會造成進去被砂輪磨磨傷或者撞到導輪。
磨削工件平面或成型表面的一類磨床。主要類型有臥軸矩臺、臥軸圓臺、立軸矩臺、立軸圓臺和各種專用平面磨床。
①臥軸矩臺平面磨床:工件由矩形電磁工作臺吸住或夾持在工作臺上,并作縱向往復運動。砂輪架可沿滑座的燕尾導軌(見機床導軌)作橫向間歇進給運動(見機床),滑座可沿立柱的導軌作垂直間歇進給運動,用砂輪周邊磨削工件,磨削精度較高。
②立軸圓臺平面磨床:豎直安置的砂輪主軸以砂輪端面磨削工件,砂輪架可沿立柱的導軌作間歇的垂直進給運動。工件裝在旋轉的圓工作臺上可連續磨削,生產效率較高。為了便于裝卸工件,圓工作臺還能沿床身導軌縱向移動。
③臥軸圓臺平面磨床:適用于磨削圓形薄片工件,并可利用工作臺傾斜磨出厚薄不等的環形工件。
④立軸矩臺平面磨床:由于砂輪直徑大于工作臺寬度,磨削面積較大,適用于高效磨削。
主要結構特點
1)高剛度高穩定性床身
床身采用整體花崗巖結構,由于花崗巖具有高阻尼、小振動、熱穩定性佳等特性,可以保證磨床高剛度和高穩定性。
2)工作臺
工作臺面采用整體花崗巖結構,在傳統閉式靜壓導軌的基礎上開發了高剛性、高精度的大平面閉式靜壓導軌,以實現工作臺的大行程、平穩、可靠的往復運動。工作臺采用SIEMENS直線電機進行驅動,同時為了防止直線電機的運動影響臺面,專門為直線電機設計了獨立的靜壓導軌。臺面的運動狀態由HEIDENHAIN光柵系統進行閉環控制,從而保證了工作臺具有高精度、快速響應的運動特性。
3)立柱、滑座與橫梁
可控制由于熱引起的機床變形,立柱和橫梁采用花崗巖制成。砂輪橫向位移滑座置于固定的橫梁上、安裝砂輪架的垂直運動拖板置于橫向位移滑座上。橫向位移和垂直運動均采用SIEMENS伺服電機直接驅動高精度滾珠絲杠來完成,HEIDENHAIN光柵位置反饋。橫向位移滑座以及垂直運動拖板的導軌同樣采用的是液體靜壓導軌。另外在垂直運動拖板上配備了微量進給機構,可以實現砂輪架0.1μm的微進給。為了減少砂輪架滑座自重及其橫向位移引起的橫梁變形,在橫梁的正上方設置了卸荷裝置(卸荷橫梁)。用以承擔砂輪架滑座的大部分自重,并且通過HEIDENHAIN光柵位置反饋實現卸荷裝置與砂輪橫向位移滑座的運動同步,從而*限度的減少橫梁變形對磨削加工的影響。
4)砂輪架
開發了轉速范圍廣、高剛性、高精度砂輪靜壓主軸系統,以實現砂輪的高剛性、高精度回轉運動。砂輪軸采用液體靜壓軸承支承,SIEMENS內置式主軸電機,采用冷卻液強制冷卻主軸電機,砂輪主軸配備了砂輪平衡裝置,配套的管理控制程序能在循環中連續監測砂輪的情況并立即對可能出現的不平衡量進行補償。
5)測量系統
機床配備了激光干涉儀作為加工精度的在位測量系統,通過機床臺面運動和測量拖板橫向運動,使激光干涉儀的鏡頭可以掃描所有加工面積。當機床進行磨削加工時,測量橫梁可以運動到加工范圍以外。






