










































































































































技術中心2025-03-14
你又被絲錐“纏住了”嗎?
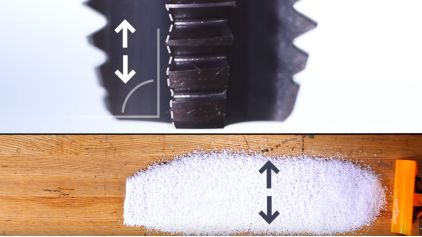
崩刃、排屑纏繞、雙眼皮、牙頂毛刺、缺牙、折斷

崩刃、排屑纏繞、雙眼皮、牙頂毛刺、缺牙、折斷
絲錐崩刃
攻絲是屬于比較困難的加工工序,因為它的切削刃基本和工件100%接觸的,所以應該事先考慮可能出現的各種問題,比如工件的性能,刀具和機床的選擇以及多高的切削速度、進給量等。
絲錐的選擇
絲錐與切削用量的選擇
首先,攻絲前應搞清楚五個問題:1、被加工工件是什么材料?2、工件材料強度如何?3、所加工螺孔是通孔還是盲孔?4、螺孔有多深(或工許厚度是多少?5、要加工的螺孔類別與尺寸怎樣?
對于加工硬度、強度都很高的材料,絲錐應該選擇從切削刃起始的偏心后角。
絲錐與切削用量的選擇
首先,攻絲前應搞清楚五個問題:1、被加工工件是什么材料?2、工件材料強度如何?3、所加工螺孔是通孔還是盲孔?4、螺孔有多深(或工許厚度是多少?5、要加工的螺孔類別與尺寸怎樣?
對于加工硬度、強度都很高的材料,絲錐應該選擇從切削刃起始的偏心后角。
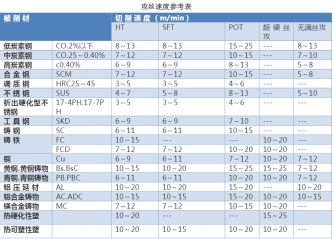
攻絲速度參考表
絲攻排屑槽型的選擇
直槽型 、螺旋槽型、 先端螺旋槽型外觀圖:

直槽型,均衡之選。
先端螺旋槽型
有利于排屑相對于直槽型更耐用以及適合通孔,
缺點是先端無效絲太長。

直槽型 、螺旋槽型、 先端螺旋槽型絲錐簡單對比關系:
螺旋槽型絲錐
螺旋槽絲錐主要用于盲孔的螺紋加工。加工硬度、強度高的工件材料,選用螺旋角較小的絲錐,可改善其結構強度。
螺旋槽型絲錐
螺旋槽絲錐主要用于盲孔的螺紋加工。加工硬度、強度高的工件材料,選用螺旋角較小的絲錐,可改善其結構強度。

用于加工 400系列不銹鋼(螺旋角為 15°)

用來加工300系列不銹鋼(螺旋角為41°) 圖3 螺旋槽絲錐
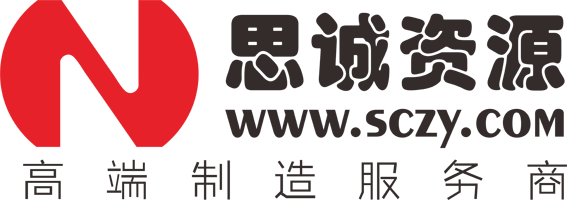
螺旋形與先端螺旋形對比
螺旋形適合盲孔,鐵屑往孔外排。先端螺旋形,往下排屑。
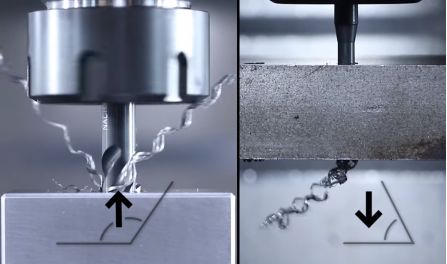
直槽型和,螺旋形的直觀對比
特殊工件材料的攻絲
工件材料的可加工性是攻絲難易的關鍵,針對材料的性能,改變絲錐切削部分的幾何形狀,特別是它的前角和下凹量前面的下凹程度是非常重要的。
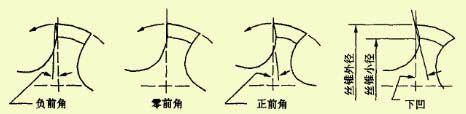
前角和下凹量
加工高強度的工件材料
對于高強度的工件材料,絲錐的前角和下凹量通常較小,增加切削刃強度。長屑材料需要較大的前角和下凹量,以便卷屑和斷屑。加工較硬的工件材料需要較大的后角,以減小摩擦和充分冷切削刃。
加工軟硬程度不同的材料
對于加工硬度、強度都很高的材料,絲錐應該選擇從切削刃起始的偏心后角。
對于加工硬度、強度都很高的材料,絲錐應該選擇從切削刃起始的偏心后角。
比如加工不銹鋼材料會選用旋角較小的螺旋槽,應對不銹鋼又硬又粘的加工特性,以便于進行持久的切削和盲孔類攻絲的排屑。

攻絲加工不銹鋼材料
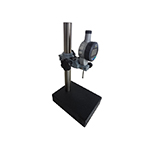
絲錐攻絲過程中常見問題
 | 底孔太大,導致牙頂粗糙和通止規的止端也能旋入。 |
 | 切削力太大,或者絲錐磨損嚴重更換不及時,切削阻力突然變大后導致崩斷。 |
 | “W”型螺紋牙頂(俗稱雙眼皮)一般是由于絲頂頭部變型或者二次回攻時引頭用力過大導致。 |
 | 螺旋型槽選擇錯誤,導致排屑不暢繼而導致鐵屑纏繞在絲錐上。 |
造成絲錐斷裂的原因可謂多種多樣:機床、夾具、工件、工藝、夾頭及刀具等等都有可能,僅憑紙上談兵也許永遠都找不到真正原因。以上的這些問題,都需要操作人員做出判斷或向技術人員反饋。
攻牙斷刀?我們來重新認識絲攻:






