










































































































































技術中心2025-03-14
導讀
先端絲攻(PO)的市場使用率,僅次于螺旋絲攻。 本課題從基礎簡易的說明、介紹先端絲攻:
01什么是先端絲攻?
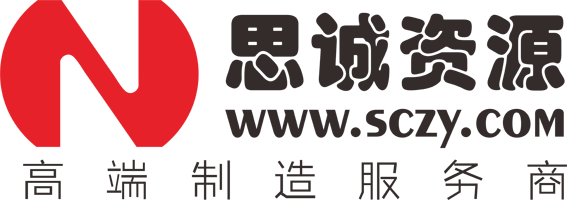
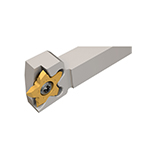
和直溝絲攻一樣,溝槽是直的,但在溝槽的前端,有切出一條斜溝,攻牙時切屑從前方排出,適合加工通孔。
和直溝絲攻一樣,溝槽是直的,但在溝槽的前端,有切出一條斜溝,攻牙時切屑從前方排出,適合加工通孔。
切削絲攻的構型種類 排屑方向和底孔形狀

02內螺紋、螺絲攻和量規的關系
用先端絲攻加工出的內螺紋,很少會擴孔,所以精度設定較大。有下列情況時,建議采用加大精度絲攻。
1) 加工件的材質或形狀,會收縮時。
2) 攻牙后內螺紋要進行電鍍時(絲攻精度約需加大鍍膜厚度的四倍)。
3) 內螺紋無擴孔的傾向,但螺絲攻卻磨耗很快時。
4) 使用具有同步進給(剛性)構造的機械加工時,較不容易發生軸向擴孔的問題,建議采用最大精度的絲攻。
用先端絲攻加工出的內螺紋,很少會擴孔,所以精度設定較大。有下列情況時,建議采用加大精度絲攻。
1) 加工件的材質或形狀,會收縮時。
2) 攻牙后內螺紋要進行電鍍時(絲攻精度約需加大鍍膜厚度的四倍)。
3) 內螺紋無擴孔的傾向,但螺絲攻卻磨耗很快時。
4) 使用具有同步進給(剛性)構造的機械加工時,較不容易發生軸向擴孔的問題,建議采用最大精度的絲攻。
03加工問題與對策
◇崩牙、折損
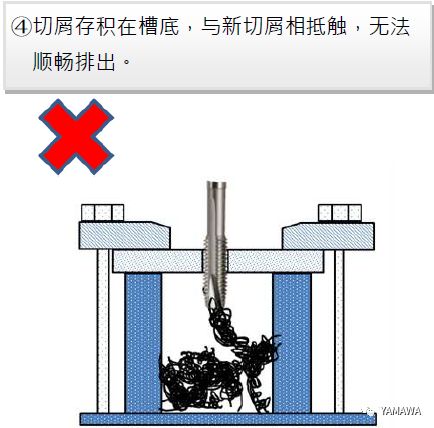
會造成先端絲攻折損或崩牙的原因不多,最大的問題可能就是切屑沒有順暢排出。
?請確認加工時絲攻的貫穿量夠不夠?
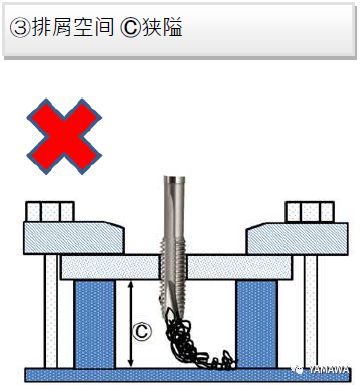
?排屑空間夠不夠?
并做適度的調整~
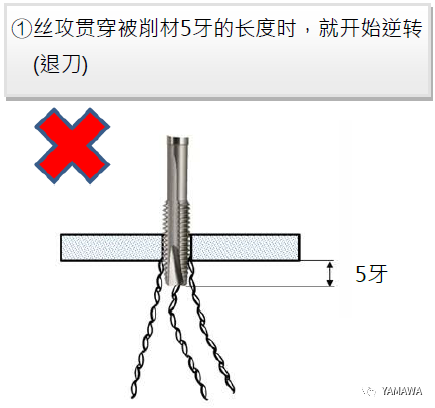
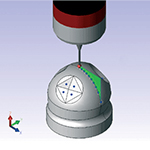
切屑的根部還沒有完全脫離被削材,就逆轉退刀時,切屑會被卷入螺牙
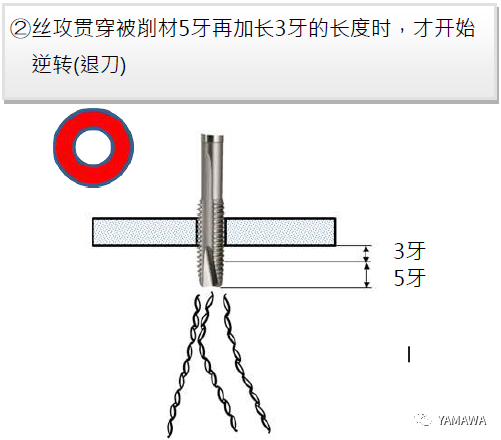
切屑完全脫離被削材,順暢排出。
04關于內螺紋擴孔與縮孔
◇內螺紋擴孔的原因
1. 機械的進給量和絲攻的螺紋導程(牙距)不同步。
2. 絲攻崩牙。
3. 絲攻沒有對正主軸或加工件。
4. 絲攻精度等級選用不當。
5. 底孔徑尺寸不對。
6. 因為絲攻摩損,造成切削角鈍。
7. 攻牙時,切削油量不足,潤滑度差或不當的混合切削油。
8. 切屑卡在溝槽里。
◇內螺紋擴孔的原因
1. 機械的進給量和絲攻的螺紋導程(牙距)不同步。
2. 絲攻崩牙。
3. 絲攻沒有對正主軸或加工件。
4. 絲攻精度等級選用不當。
5. 底孔徑尺寸不對。
6. 因為絲攻摩損,造成切削角鈍。
7. 攻牙時,切削油量不足,潤滑度差或不當的混合切削油。
8. 切屑卡在溝槽里。
◇內螺紋縮孔的原因
1. 絲攻的切削角不夠鋒利。
2. 絲攻精度等級選用不當。
3. 用量規檢查時,內螺紋里有殘屑或毛邊。
4. 加工配管或薄板零件時,螺紋容易縮孔。
5. 跟鈦合金一樣,加工后會有收縮傾向的被削材。
6. 逆轉(退刀)速度設定不當。
7. 切削角太大。
1. 絲攻的切削角不夠鋒利。
2. 絲攻精度等級選用不當。
3. 用量規檢查時,內螺紋里有殘屑或毛邊。
4. 加工配管或薄板零件時,螺紋容易縮孔。
5. 跟鈦合金一樣,加工后會有收縮傾向的被削材。
6. 逆轉(退刀)速度設定不當。
7. 切削角太大。
絲攻的螺紋導程,在攻牙上,是最重要的要素之一。為了確保導程的正確性,應該盡可能的依照絲攻的螺紋導程(牙距)來加工。
例如:M6X1的螺紋導程,每轉1圈前進1mm。
如果機械每轉1圈誤差2um,即使其他的螺紋規格和直徑正確,用量規檢查時,一樣不合格(擴孔), 12mm的螺紋,就會產生24um的進給誤差。
如果機械有和絲攻導程同步進給的功能,就可使用剛性夾頭進行剛性攻牙。
機械無同步進給功能,使用浮動式夾頭時要預留伸縮量,此伸縮量需調整在絲攻螺紋導程(牙距)的5%以下。






