










































































































































技術(shù)中心2025-03-14
導(dǎo)讀




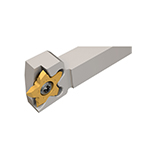
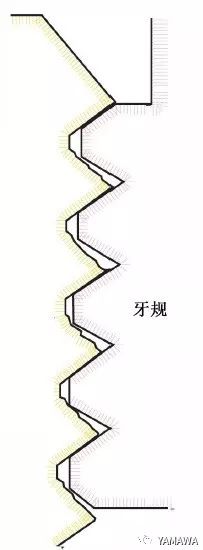
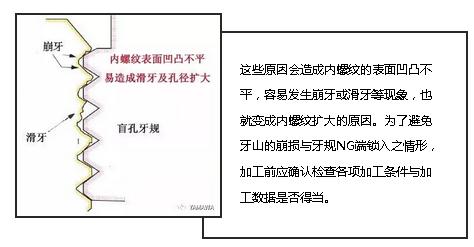
1、螺絲攻牙部凹凸不平,發(fā)生滑牙及擴(kuò)孔
被削材若使用不合適的絲攻切削,絲攻的切削力也會下降并且易造成加工問題。可選用的絲攻種類(主要絲攻種類):直槽絲攻,螺旋絲攻,先端絲攻,無溝絲攻;選擇合適的絲攻是必要的。螺絲攻加工問題情形:


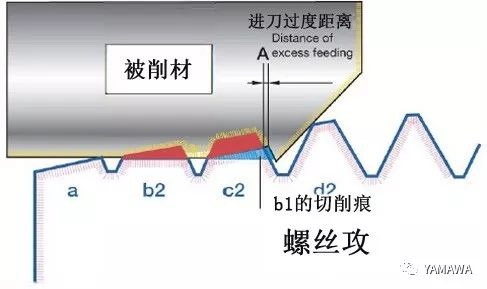
b1的切削量與切刃C2螺紋位置已產(chǎn)生切削過量A距離的情形


在螺紋加工過程中多少會出現(xiàn)內(nèi)螺紋擴(kuò)大,你可知其中的原因和相關(guān)原理呢?
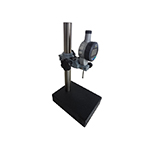
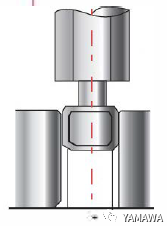
晃動 . 中心點不吻合 .
下孔徑歪傾/下孔徑曲斜 —————— 孔徑的方向擴(kuò)大
下孔徑歪傾/下孔徑曲斜 —————— 孔徑的方向擴(kuò)大
切削時晃動
螺絲攻卡緊調(diào)整時 螺絲攻在空轉(zhuǎn)中觀察晃動狀態(tài)就能判斷出是否晃動過大。
中心點不穩(wěn)時切削
正確調(diào)整絲攻加工軸與下孔徑的對位使用可調(diào)整絲攻筒夾。
正確調(diào)整絲攻加工軸與下孔徑的對位使用可調(diào)整絲攻筒夾。
下孔徑偏斜/下孔徑彎曲
下孔徑情況確認(rèn)
下孔徑情況確認(rèn)
沿著孔徑方向而做多余切削就會發(fā)生內(nèi)螺紋擴(kuò)大,沿著偏斜下孔徑進(jìn)行攻牙內(nèi)螺紋上方有擴(kuò)孔的情形。
1、螺絲攻牙部凹凸不平,發(fā)生滑牙及擴(kuò)孔
被削材若使用不合適的絲攻切削,絲攻的切削力也會下降并且易造成加工問題。可選用的絲攻種類(主要絲攻種類):直槽絲攻,螺旋絲攻,先端絲攻,無溝絲攻;選擇合適的絲攻是必要的。螺絲攻加工問題情形:
選擇適合的切削油,才能確立絲攻使用的壽命。
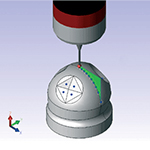
二、進(jìn)給(旋轉(zhuǎn)一圈)不良狀態(tài)的切削—攻牙方向擴(kuò)大
因[絲攻過度切削] 且[牙山擴(kuò)大]的原理
因[絲攻過度切削] 且[牙山擴(kuò)大]的原理
1)切刃b1部進(jìn)行切削(a段例外)
2)絲攻旋轉(zhuǎn)一圈后的位置
b1的切削量與切刃C2螺紋位置已產(chǎn)生切削過量A距離的情形
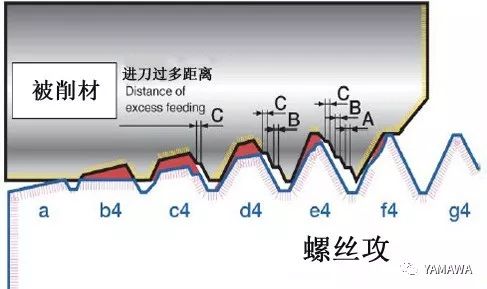
3)絲攻旋轉(zhuǎn)第二圈的位置
切刃C3(進(jìn)刀過量B距離)部位,且切刃d3部位(進(jìn)刀過量會高過A+B的距離)的情形。
切刃C3(進(jìn)刀過量B距離)部位,且切刃d3部位(進(jìn)刀過量會高過A+B的距離)的情形。
4)絲攻轉(zhuǎn)完第三圈后的位置
進(jìn)刀過量會超過C距離的情形
進(jìn)刀過量會超過C距離的情形
對應(yīng)措施:適時調(diào)整進(jìn)給平衡是必要的。
(完全同步進(jìn)給原理的機(jī)械設(shè)備+固定夾具) 上述是無備有機(jī)械裝置時(自動車床)的情況產(chǎn)生 *適時的調(diào)整主軸的重量平衡。*再調(diào)整所使用張力/緊縮的夾具。
(完全同步進(jìn)給原理的機(jī)械設(shè)備+固定夾具) 上述是無備有機(jī)械裝置時(自動車床)的情況產(chǎn)生 *適時的調(diào)整主軸的重量平衡。*再調(diào)整所使用張力/緊縮的夾具。
「進(jìn)刀過快產(chǎn)生內(nèi)螺紋擴(kuò)大」 螺紋牙面的背面(進(jìn)刀面)會漸進(jìn)切削出間隙、螺紋攻牙面的正面則把多余的部位切除,使牙山行成脊瘦形狀。
「 進(jìn)刀過慢造成內(nèi)螺紋擴(kuò)大」此攻牙問題情形與進(jìn)刀太深狀態(tài)是相反的進(jìn)刀會超過距離C的部位摩擦力會更大。從螺紋牙面的正面(進(jìn)刀面)漸漸的切出間隙、牙部的背面則是把多余的部位切除,使牙山形成脊瘦的型狀。
絲攻因加工時造成內(nèi)螺紋擴(kuò)大的原因(總結(jié))
1.螺絲攻裝成的狀態(tài)
2.下孔徑的狀態(tài)
3.切削油的選擇
4.進(jìn)給平衡的調(diào)整
5.選擇適合的絲攻
1.螺絲攻裝成的狀態(tài)
2.下孔徑的狀態(tài)
3.切削油的選擇
4.進(jìn)給平衡的調(diào)整
5.選擇適合的絲攻






