










































































































































技術中心2025-03-17
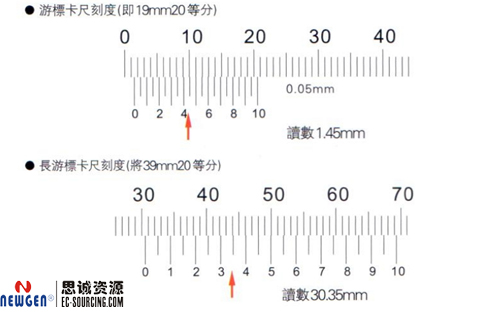
日本三豐量具生產了很多種類的量具,現在為大家介紹一下量具的卡尺的小知識,首先介紹的是各種游標刻度。游標刻度有順向游標刻度和逆向游標刻度之分。一般來說,順向游標記得度數合用比較廣泛。而順向游標刻度中又有普通游標刻度和長游標刻度兩種。普通游標刻度尺用的最多,這是將主刻度尺的(n-1)的刻度n等分而成的。例 如,主刻度尺的一個格的長度是1mm,將主刻度尺9個刻度10等分后,游標刻度可以讀取的最小值 即為0.1m.一般來說,卡尺可以讀取的游標刻度的最小值 是0.05mm。另外,近來,將游標刻度的一個刻度格的間隔擴大,理加易于讀取長游標刻度得到了廣泛的使用。
卡尺誤差的主要原因
卡尺誤差的主要原因有很多,較大的有視差引起的誤差,由于是以反阿貝原理的測量器,會因加載測力過大產生誤差,還有卡尺與測量物的溫度差導致的熱脹脹引起的誤差,測量小孔的內徑時,內側測量面的厚度與內側面之間的間隙引發(fā)的誤差等等。此外,雖然還有刻度精度,基準端面的垂直度,主刻度尺面的平面度,量爪的直角度等引起誤差的原因,但是由于這些原因是應該被 控制在儀器誤差之內的,因此,對于滿足儀器誤差要求的卡尺則不成問題。為了在使用時能充分了解因卡尺的結構產生的誤差原因,在JIS中添加了使用上的注意事項,“卡尺因為沒有定壓裝置,所以必須正確地,并且測力均衡地來測量。尤其用卡尺量爪的根度或爪尖部測量時,出現的誤差可能性增大,因此需要特別注意。”這是與測力有關的注意事項。
基準 面端的彎曲
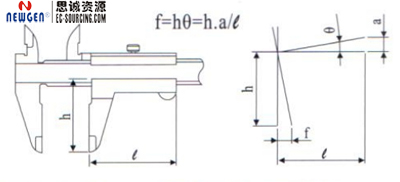
如圖所示,卡尺滑塊的導向基準端面如果有彎曲,會成為測量誤差的原因。這一誤差可以用與不符合阿貝原理的誤差相同的計算公式來表示
例 :假設導向面的彎曲引起的滑塊擺動為0.001mm/50mm,外徑量爪前端為40mm來計算,f=40mm*0.01/50=0.008mm導向面因磨損或使用不慎出現彎曲 話,其影響不可忽視。
關于長卡尺
在漏電理很大的測量物進,通常遵循某一法則進行測量,在精度要求很高,但又沒到需要使用千分尺的程度時,可以使用長卡尺。盡管用起來簡單方便,但是需 要注意以下事項。首先,最小讀數與精度無關,不要產生誤解。其次,使用長卡尺時,關鍵在于測量方法。就是說,卡尺本身的彎曲就是導致誤差的主要原因,測量值 會由卡尺的持法而發(fā)生很大的變化。另外,內徑測量面距離基準 端面最遠,需要注意測力。外徑測量面在使用長卡尺時,也會出現同樣的情況。
CM型卡尺的內徑測量
CM型卡尺的內徑測量面在量爪的前端,因此需要注意測力。同時,測量面的平行度,量爪的錯位等會成為問題。
另外,測量面的圓弧半徑必須在內徑測量部組合尺寸的1/2以下。與M型卡尺不同,CM型卡尺無測量低于組合尺寸的小孔。但是,由于極少用長卡尺測量小孔,所以不會感覺不方便。三豐公司卡尺的內徑測量的讀取由于是2段式,上段刻度為內徑專用。因此可以直接讀取。無需計算,因此也會減少錯誤。
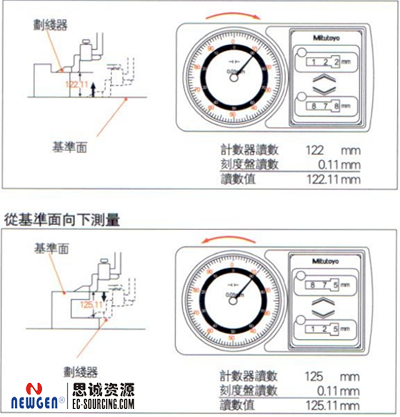
刻度的讀數
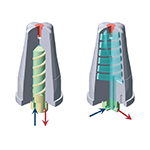
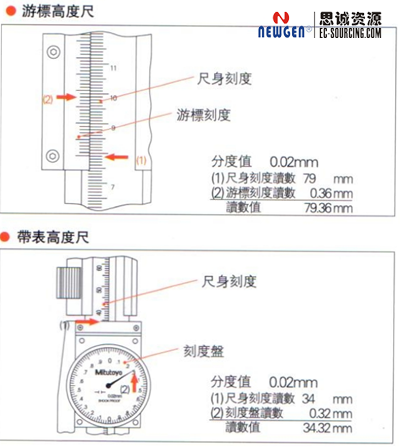
游標高度尺
高度尺的使用說明
1,使用前,應確保底座沒有毛刺。毛刺會影響劃線和測量和穩(wěn)定性。如查出現毛刺,可使用油磨刀石去除。
2,請保持滑塊彈簧以及主尺基準面的清潔。灰塵堆積可能影響 滑動的效果。
3,固定堅固螺絲以防劃線時 滑塊移動。
4,固定滑塊緊固螺絲時劃線器 的邊緣可能會移動多達0.001毫米。請使用檢驗用指示表測量移動的幅度。
5,劃線器安裝支架,劃線器測量面以及底座基準面之間的平行度為小于等于0.01.測量時避免向前或向后移動劃線器,因為移動可能會導致讀數誤差。
6,使用精細的供應以保證準 確調整至最終位置。
7,游標卡尺讀取進可能產生視差,請務必從正規(guī)方向讀取刻度值。
以上日本三豐量具的專業(yè)小知識--卡尺篇和高度尺篇,由思誠資源網提供。欲知更多詳情請關注思誠資 源網:m.huadunsoft.com






