










































































































































技術(shù)中心2025-03-14
數(shù)控車床是目前使用廣泛的數(shù)控機床之一。它主要用于加工對稱的回轉(zhuǎn)體零件,如軸類零件、盤類零件的內(nèi)外圓柱面、任意錐角的內(nèi)外圓錐面、復(fù)雜回轉(zhuǎn)內(nèi)外曲面和圓柱、圓錐螺紋等切削加工。
即使是最普通的車輪廓也有不同的工藝,在SINUMERIK數(shù)控系統(tǒng)中,所有這些工藝選擇均涵蓋在“橫向車削”、“縱向車削(也稱為"往復(fù)車削”)”和“槽式切削”三類之中,下面讓我們一起來進行了解。

橫向車削的特點:
? 橫向車削時,車削刀具的移動方向與工件的回轉(zhuǎn)軸線平行。
? 如果是主主軸,刀具的移動方向從右向左;如果機床配有副主軸,刀具的移動方向則是從左向右。
? 橫向車削可用來加工外圓和內(nèi)孔。不過加工內(nèi)孔時,首先要預(yù)鉆一個底孔。
? 除了可以加工外圓之外,還可以進行端面加工。

側(cè)面以及端面的縱向車削特點(也稱為“往復(fù)切削”):
? 在對工件側(cè)面進行縱向車削時,縱切車刀的進給方向是垂直于工件回轉(zhuǎn)軸線的。
? 在對工件端面進行縱向車削中,縱切車刀的進給方向是平行于工件軸的。
? 縱切車刀有三個切削刃,從而使得徑向和軸向上的材料去除過程盡可能地不被中斷。(因為盡量減少快速移動行程)
? 切槽刀和縱切刀的刀片形狀和刀體形狀均有所不同。




即使是最普通的車輪廓也有不同的工藝,在SINUMERIK數(shù)控系統(tǒng)中,所有這些工藝選擇均涵蓋在“橫向車削”、“縱向車削(也稱為"往復(fù)車削”)”和“槽式切削”三類之中,下面讓我們一起來進行了解。
1. 橫向車削
? 橫向車削時,車削刀具的移動方向與工件的回轉(zhuǎn)軸線平行。
? 如果是主主軸,刀具的移動方向從右向左;如果機床配有副主軸,刀具的移動方向則是從左向右。
? 橫向車削可用來加工外圓和內(nèi)孔。不過加工內(nèi)孔時,首先要預(yù)鉆一個底孔。
? 除了可以加工外圓之外,還可以進行端面加工。
2. 縱向車削、槽式切削和切斷
側(cè)面以及端面的縱向車削特點(也稱為“往復(fù)切削”):
? 在對工件側(cè)面進行縱向車削時,縱切車刀的進給方向是垂直于工件回轉(zhuǎn)軸線的。
? 在對工件端面進行縱向車削中,縱切車刀的進給方向是平行于工件軸的。
? 縱切車刀有三個切削刃,從而使得徑向和軸向上的材料去除過程盡可能地不被中斷。(因為盡量減少快速移動行程)
? 切槽刀和縱切刀的刀片形狀和刀體形狀均有所不同。
側(cè)面以及端面的槽式切削加工特點:
? 切槽時僅在橫向進給方向上進行切削。
? 側(cè)面槽式切削的加工過程是垂直于回轉(zhuǎn)軸線方向。
? 端面槽式切削的加工過程是平行于回轉(zhuǎn)軸線方向。
? 切槽刀具僅能承受垂直施加于刀具軸線方向的力。
? 槽式切削工藝主要用來加工凹槽。通常情況下(并非絕對)待加工的凹槽與切槽刀具等寬。
? 切槽時僅在橫向進給方向上進行切削。
? 側(cè)面槽式切削的加工過程是垂直于回轉(zhuǎn)軸線方向。
? 端面槽式切削的加工過程是平行于回轉(zhuǎn)軸線方向。
? 切槽刀具僅能承受垂直施加于刀具軸線方向的力。
? 槽式切削工藝主要用來加工凹槽。通常情況下(并非絕對)待加工的凹槽與切槽刀具等寬。
切斷加工的特點:
? 在加工過程的最后,工件會由切斷刀執(zhí)行切斷過程。
? 切斷循環(huán)包含一個“輔助切入”和一個實際的切斷過程。輔助切入能確保更佳的切屑排出效果。
? 切斷需要刀具進給超出工件的回轉(zhuǎn)中心。
? 通常需要在切斷前降低主軸轉(zhuǎn)速,以便更好地控制旋轉(zhuǎn)中待切斷的零件。
? 在加工過程的最后,工件會由切斷刀執(zhí)行切斷過程。
? 切斷循環(huán)包含一個“輔助切入”和一個實際的切斷過程。輔助切入能確保更佳的切屑排出效果。
? 切斷需要刀具進給超出工件的回轉(zhuǎn)中心。
? 通常需要在切斷前降低主軸轉(zhuǎn)速,以便更好地控制旋轉(zhuǎn)中待切斷的零件。
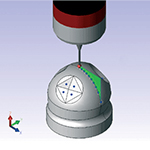
3. 使用SINUMERIK Operate進行車削的案例
如下三幅圖片所示,不可能僅使用一種切削工藝完成這個把手零件的加工,因為刀具加工到圖中橙色圓圈標注的位置時會加工不到位或發(fā)生干涉。
槽式切削加工工藝:
縱向車削工藝:
橫向車削(或稱為“往復(fù)車削”):
因此我們需要組合使用橫向車削和縱向車削兩種工藝,才能得到下面所示的模擬效果:
注意:槽式車削和往復(fù)車削在828D PPU240 系統(tǒng)上為選項功能。選項號(擴展工藝功能):6FC5800-0AP58-0YB0
4. 總結(jié)
橫向車削:
+ 可實現(xiàn)較大的橫向進給,即較大的切屑橫截面積
+ 粗加工時可實現(xiàn)較高的進給率
+ 完美的切屑排出效果
- 并不是所有輪廓都可使用有限的刀具即可進行橫向車削加工,加工中可能需要更換更多的刀具
縱向車削:
+ 避免了空切削行程
+ 減少了換刀操作
+ 應(yīng)用中的高度靈活性
- 由于刀具限制,并不是所有輪廓都可加工
- 切屑排出效果有時不夠理想(切屑可能會被卡住)
什么時候使用哪種工藝?
縱向車削一般用于:例如帶有較深的凹 槽和含有90°拐角結(jié)構(gòu)零件加工,這些結(jié)構(gòu)的加工只能采用此工藝進行。
橫向車削一般用于帶有圓弧過渡的流線 型輪廓結(jié)構(gòu)。
+ 粗加工時可實現(xiàn)較高的進給率
+ 完美的切屑排出效果
- 并不是所有輪廓都可使用有限的刀具即可進行橫向車削加工,加工中可能需要更換更多的刀具
縱向車削:
+ 避免了空切削行程
+ 減少了換刀操作
+ 應(yīng)用中的高度靈活性
- 由于刀具限制,并不是所有輪廓都可加工
- 切屑排出效果有時不夠理想(切屑可能會被卡住)
什么時候使用哪種工藝?
縱向車削一般用于:例如帶有較深的凹 槽和含有90°拐角結(jié)構(gòu)零件加工,這些結(jié)構(gòu)的加工只能采用此工藝進行。
橫向車削一般用于帶有圓弧過渡的流線 型輪廓結(jié)構(gòu)。






